
In инвестициски кастинг,се формира форма или реплика (обично од восок) и се става во метален цилиндар наречен колба. Во цилиндерот околу восочната форма се истура влажен малтер. Откако гипсот ќе се стврдне, цилиндерот што ја содржи восочната шема и гипсот се става во печка и се загрева додека восокот целосно не испари. Откако восокот целосно ќе изгори (депилација), колбата се отстранува од рерната, а стопениот метал (обично легиран челик, нерѓосувачки челик, месинг... итн) се истура во шуплината што ја остави восокот. Кога металот ќе се олади и зацврсти, гипсот се отсекува и се открива металното лиење.
Лиење е многу корисно за создавање скулпторски предмети или инженерски форми со сложена геометрија во метал.Лиење делови имаат уникатен изглед на нив, сосема поинаков од обработените делови. Некои форми кои би било тешко да се обработуваат полесно се фрлаат. Исто така, има помалку материјален отпад за повеќето облици, бидејќи за разлика од обработката, лиењето не е процес на одземање. Сепак, прецизноста што може да се постигне преку лиење не е толку добра како обработката.
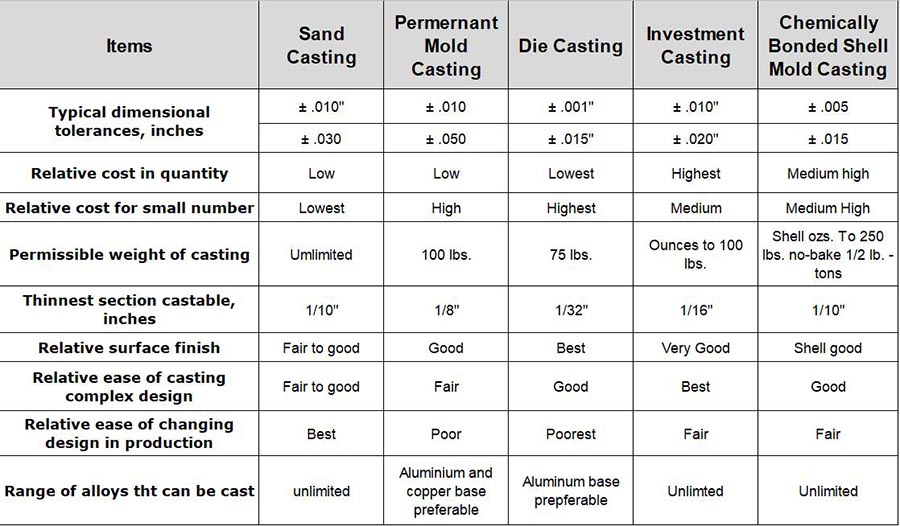
Кога треба да изберете инвестициски лиење и кога треба да изберете песок?
Една голема предност на инвестициското лиење е тоа што може да дозволи поткопување во моделот, додека лиењето со песок не. Волеење песок, шаблонот треба да се извлече од песокот откако ќе се спакува, додека при инвестициско лиење шарата се испарува со топлина. Шупливите одлеаноци и потенки делови, исто така, можат полесно да се направат со инвестициско лиење и генерално се постигнува подобра завршница на површината. Од друга страна, инвестициското лиење е многу понавремен и поскап процес и може да има пониска стапка на успех отколку лиењето со песок бидејќи има повеќе чекори во процесот и повеќе можности работите да тргнат наопаку.
Време на објавување: Декември-18-2020 година